绿软下载站:请安心下载,绿色无病毒!
最近更新热门排行

本地下载文件大小:4.6M
高速下载需优先下载高速下载器
横机花型准备系统是一款电脑指定花型的软件,这款软件 综合国内外先进技术和针织工艺, 采用面向对象的设计方法制定了花型准备系统的总体方案。该花型准备系统包括图形编辑、工艺参数设定和编译3 部分。
全电脑横机制版软件,包括花型设计与控制信号组织两部分内容,适用于多数国产电脑横机。
支持数字设计,是色码式或图形式程序设计系统,即所有的编织动作、控制代码均由色码或数码给出。软件提供了丰富的通用彩色绘图工具,同时提供了独特的花型设计工具,从而通过选项制作大型的或者复杂的花型。进一步简化了程序设计,使编程和打样更为容易。
图像转换模块,可以利用数码相机所摄照片或者扫描仪扫描的图片以及其它图片,来进行更加简便的设计。
编织成形模块,通过输入常用款式的各部分的长度、宽度、线圈密度等参数,会自动计算出袖片、前片、后片等衣片形状,从而节省用户的设计时间。
该制版软件操作简单,智能性强,能大量减少设计者的工作时间,提高工作效率。

1.新型花型准备系统功能分析
电脑横机的花型准备系统应该能接受用户从外部导入的花型图和程序代码, 并提供图形的绘制、编辑和工艺参数设置功能, 为了避免用户程序出现语法或者工艺错误, 须提供完备的编译功能。其处理流程如图1 所示。根据处理流程, 可将系统要实现的功能分为图形绘制及编辑功能、工艺参数设定功能、花型解释功能和帮助功能, 其功能结构如图2所示。

图1 花型准备系统的处理流程

图2 花型准备系统功能结构图
图形绘制及编辑功能包含了各种花型的编辑和设计功能, 能够完成花型图的设计, 提供各种绘图功能、图形编辑功能和方便的图形显示功能, 让用户能方便快捷地设计各种织物。工艺参数设定由控制条码和编织参数设定2 部分组成。编织参数设定各组参数的具体值, 各行花板的参数由控制条码来控制,每条控制条码控制1 组参数, 不同的色号代表了不同的控制内容。控制条码控制的是花型图的1 行,使用者可以通过改变控制条码的信息来改变其对应的工艺参数值, 从而控制横机的动作, 达到编织的各种效果。花型解释功能分为预编译和编译, 预编译主要完成花型图到意匠图的转换和程序指令的生成, 编译完成的是控制数据的生成。
2图形编辑系统设计
图形编辑系统用于电脑横机出带前的花板绘制, 为用户提供了一个花型和组织结构设计的平台,其功能是实现花型的绘制、编辑和显示。
2.1 图形编辑系统软件结构
为了使花型的设计变得简单和灵活, 图形编辑系统采用了分层绘图的设计思想。图层可以使用户在不破坏其它元素的情况下, 对其中的某一个元素进行处理。花型图是由5 个图层( 即纱色层、织法层、翻针层、摇床针数层和提花层) 组成, 它的1 个像素表示5 种编织信息, 用户可在系统提供的编织符号库中自由组合动作, 设计出各种各样的花型, 克服了国内外很多同类软件在编织动作上的局限性, 最大限度地体现了系统的灵活性。各图层之间既相互******又有一定的联系, 各图层都可******编辑和显示,它们之间的画笔颜色和模式互不干扰, 但各图层的坐标和操作工具是统一的, 操作方式也一致。
由于该系统采用了灵活的多图层设计概念, 图形编辑系统既要对多画布层进行统一管理, 协调画布层之间的逻辑关系, 又要保证各画布的******性。当绘图工具操作画布时, 按照用户要求快速显示是其中的关键, 因此, 如何实现结构和类管理机制至关重要。针对本花型准备系统的功能特点, 研究并提出以面向对象设计思想为指导的基Windows GDI二维图形引擎结构框架, 如图3 所示。

图3 基于Windows GDI 二维图形引擎结构框架
该结构框架是封装在动态连接库中的二维绘图类, 主要功能是为了各图形元素的创建、编辑及显示, 就整个系统而言, 该图形编辑系统还包括Windows GDI 二维图形库。
画布是编辑图形的一个矩形区域, 是用户利用工具直接操作的对象和实现命令的载体, 也是本图形编辑系统的接口。操作命令直接对画布进行操作, 为实现任意一步的undo??redo 操作, 所有的操作命令都按先后顺序存储在操作历史中。操作历史记住每一个******的操作, 统一undo??redo 函数接口, 从而可以非常方便地编程来支持此功能。
2.2 图形编辑系统类的设计
为了使整个绘图引擎具有良好的可扩充性和实现形式, 方便在此结构基础上进一步扩展支持更多的图形绘制和操作, 必须采用良好的设计思想和类管理模式。软件系统采用面向对象的设计思想, 主要分为画布类( GCanvas) 、工具类( GTool ) 和命令类(GCommand) 3 大类。
GCanvas 作为一个实现绘图画布管理的公共基类, 是创建图形、操纵图形的一个矩形区域, 是所有其他图形的容器。其中定义了画布的共有属性, 图层变量和公共接口, 这些类成员决定了可以操作的画布对象的方法, 所有绘图工具必须以画布管理类作为实现命令操作的载体, 所有绘图画布必须通过它来创建和实现。
工具类主要由工具基类GTool、工具管理类GToolMgr、创建工具类GCreateTool 和它的派生工具类组成。
在所有工具对画布的操作过程中, GCommand 负责管理所有的工具操作命令, 其派生类GCreatCommand 实现了其具体的方法, 可以将每次操作的历史记录按照图层进行分类管理, 实现了图层间命令历史链表互不相关, 达到图层和命令链表的统一。
3花型解释功能模块的设计
3.1 基本编织元件的分类及定义
在花型图的设计过程中, 涉及到很多针织工艺,包括各种固定组织针法和各工艺参数的设定。在得到输入的图形后, 如何通过选取固定的组织针法设计出各种花型, 并尽可能使操作简单是一个关键的问题。组织针法种类很多, 无法让设计者去一一熟记, 同时新的组织针法也会不断出现[ 3] 。系统编织符号库中提供了28 种织法符号、84 种翻针符号、35种可供选择的摇床针数和7 种提花符号。每种符号都有它特定的工艺, 为了减轻用户对这些符号的记忆负担, 系统的编织符号图标采用拟人化的设计方法, 使其与线圈结构相似, 让用户在设计花型图的组织结构时, 不需记住这些编织符号的具体工艺, 只需在花型图上添加对应的编织符号即可, 系统内部有一套数据库文件专门对这些符号的动作进行解释。
3.2 花型图转换成意匠图
为了设计的方便和直接导入衣片图形的需要,花型图的花型和整体形状必须和织物相近, 它上面的1 行既为实际织物的1 行, 但是, 在横机编织工艺中, 有些织物的1 行需要机头走2 行甚至更多行才能完成, 如1 ! 1 芝麻点提花需要机头走2 行才能完成, 因此要将花型图转换成反映机头运动过程的意匠图。
3.2.1转换模型的建立
意匠图是5 张绘图画布的叠加, 这5 张画布表示的信息分别为纱色、织法、翻针、摇床针数和提花,它们有统一的坐标系, 既是一个******体, 相互之间又有一定的联系, 且还与控制条码有关。综合考虑各因数, 花型图到上机图的转换顺序为控制条码∀ 翻针和摇床针数∀纱色、织法和提花。
由于编织时织针三角凸起织针走编织位, 翻针时翻针三角凸起织针走翻针位, 由横机机械结构决定, 织针三角和翻针三角是由同一个电磁铁控制, 其中一个凸起另一个就凹下, 所以花型图同一行中的编织动作和翻针动作必须拆成2 行来完成。因而上机图的总行数为:
N = 翻针和摇床针数拆行行数+ 纱色、织法和提花拆行行数
翻针动作分编织前和编织后的翻针, 则上机图的总行数为:
N = 编织前的翻针动作行数+ 编织行数+ 编织后的翻针动作行数
上机图的实际高度由N 决定。
3.2.2 转换优先级别的确定
翻针和摇床针数转换的优先级别遵循如下规则。只有同类翻针符号, 并且摇床方向和摇床针数相等时, 才能在上机图的同一行完成。本系统中翻针符号主要分为4 大类, 即织法前的翻针、织法前的次翻针、织法后的翻针和织法后的次翻针, 它们转换时的优先级别, 在上机图中由下至上的排列顺序为:织法前的翻针符号∀织法前的次翻针符号∀织法后的翻针符号∀织法后的次翻针符号。每类翻针符号中, 再根据摇床动作的方向和针数确定转换顺序, 其转换优先级别为: 摇床不动作∀ 摇床向左1 针∀ 摇床向右1 针∀摇床向左2 针∀摇床向右2 针∀ # #∀摇床向右5 针。
由于机头运动时1 个系统只能带1 个纱嘴, 因此只能将同一纱色的织法信息放在上机图的同一行。在没有提花组织时, 意匠图中有几种纱色, 对应上机图上就应该为几行, 且纱色转换的优先次序为调色板中的排列次序。当有提花组织时, 转换的优先次序就按∃ 编译参数设定%中提花纱色次序。
3.2.3 意匠图的生成
在实际应用中, 花型图上的颜色只是用来区分花型, 未必是实际的纱色, 所以要进行颜色转换, 把花型图上的颜色转换为实际编织纱色。花型文件是一个Windows 的位图文件, 分成位图文件头、位图信息头、调色板和位图数据区4 部分, 最简单快速的实现颜色转换的方法就是直接改变位图调色板。意匠图的转换流程如图4 所示。
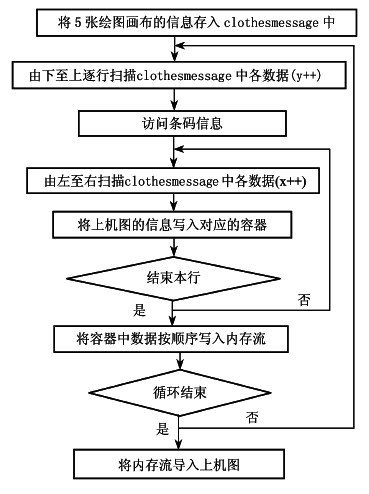
图4意匠图的转换流程
转换完后所得到的内存流即为上机图的实际位图数据区, 因此根据内存流的大小和意匠图的宽度,就可以计算出上机图的高度。
3.3 程序指令的意义
程序指令描述的是机头的运行情况, 程序指令只是一种助记符, 没有相对应的操作码, 真正传给控制器的只有控制器数据[ 4] , 但由于控制器数据繁多,且不方便阅读, 用户无法在上机前就对设计的意匠图进行检查, 只能通过试织的方式体现编织效果, 因而大大降低了生产效率, 不能适应现在竞争激烈的市场。上机图和程序指令的配合使用正是为了解决这一问题, 能让用户在上机前就对机头的运动进行模拟, 方便对意匠图进行检查和修改。此外, 用户也可以不绘制意匠图, 直接手动打码来设计特殊花型,没有程序指令这项功能不可能实现。
花型解释功能分为预编译和编译2 部分。预编译主要完成花型图到意匠图的转换和程序指令的生成, 编译完成的是控制数据的生成。花型图实际为本系统中的自动花板, 为方便导入工艺图的需要和设计的便利性, 花型图和衣片形状一致, 它的一行即为实际织物的一行。意匠图即为本系统中的手动花板, 它反应的是横机的编织动作和选针情况[ 5] , 它的总行数要比织物的总行数大。程序指令按人性化的设计原则, 采用易读、易写的语句形式, 为用户提供的信息有当前语句编号、机头运动方向、本行程使用的系统号、各系统的编织动作和所带的纱嘴号、编织参数组号、节约次数、编织布片需要的时间等[6] 。程序指令完整地反映了整个布片的编织情况, 对机头的运动情况进行模拟, 通过检查程序指令的语法和工艺原理就可实现编织前的查错功能。
控制数据是横机对应部件的控制信号, 是上位机和下位机的接口文件, 整个花型准备系统的最终目的是生成控制数据并传给控制器。经过花型解释可生成对应的控制数据, 控制数据主要包括行程指令、衣片的尺寸、选针数据、三角控制数据、罗拉数据、衣片循环数据、纱嘴的停放位置等等[ 7] 。
4 系统界面设计
为了达到提供一个稳定、高效、直观、易学且操作方便的目的, 对界面的设计采用窗口式指令和菜单式编程相结合。编程方式分为自动编程和手动编程, 由于其编程方式不同, 主界面也不同。
自动编程主界面分7 大区: 调色板区、绘图编辑工具栏区、菜单及常用工具区、状态显示区、绘图工作区、编织符号库区和控制条码区。手动主界面比自动界面少了编织符号库区和控制条码区。为方便用户操作, 常用工具区设置了常用的一些工具按钮,其功能和菜单里对应的选项一样。菜单包括了软件的所有功能选项及其快捷键, 主要由文件、编辑、显示、工具和帮助组成; 调色板区提供32 种可供选择的画笔颜色。在自动编程中表示纱色信息, 在手动编程中表示编织动作; 绘图编辑工具栏区显示所有的图形绘制和编辑工具; 状态显示区用于显示各种提示或状态信息, 如画布尺寸、画笔颜色、鼠标位置和颜色、当前激活工具等信息; 控制条码区仅在自动编程中使用, 用于设定花型图的工艺参数; 编织符号库区提供织法库、翻针库、摇床针数选择和提花组织库; 绘图工作区用于工作人员进行花型和组织结构设计。
 ET修改版加博克超排V1.5免费版 | 18.4M
ET修改版加博克超排V1.5免费版 | 18.4M 魔豆返奖软件v2.0官方最新版 | 1.5M
魔豆返奖软件v2.0官方最新版 | 1.5M HID调试助手1.0 最新版 | .02MB
HID调试助手1.0 最新版 | .02MB 擎天助软件(QQ发单+导购/微信发单+微博发单)V3.4.3官方免费淘客推广版 | 20.1M
擎天助软件(QQ发单+导购/微信发单+微博发单)V3.4.3官方免费淘客推广版 | 20.1M kirisun科立迅dsj-b9 c9执法仪pc端安装程序V10.0中文版 | 60.1M
kirisun科立迅dsj-b9 c9执法仪pc端安装程序V10.0中文版 | 60.1M 禅道企业项目管理ROMv9.2 官方版 | 21.5M
禅道企业项目管理ROMv9.2 官方版 | 21.5M 淘宝自动赚喵币 | 1M
淘宝自动赚喵币 | 1M 工程测量常用计算V1.0免费版 | .09MB
工程测量常用计算V1.0免费版 | .09MB









 迈迪零件库v1.1.2官方版
迈迪零件库v1.1.2官方版 2019辽宁省电子税务局客户端v3.2.002 最新版
2019辽宁省电子税务局客户端v3.2.002 最新版 起名字测试打分生辰八字算命官方最新版
起名字测试打分生辰八字算命官方最新版 税云企业所得税汇算专业管理助手V2017.4.5.10.44安装文件及学习资料
税云企业所得税汇算专业管理助手V2017.4.5.10.44安装文件及学习资料 航运通+V3.03.0.0.4
航运通+V3.03.0.0.4 金牛合同收付款管理软件v2.3.0.25
金牛合同收付款管理软件v2.3.0.25 动力学仿真系统Dassault Systemes SIMULIA Simpack2020.1 Build 131 x64
动力学仿真系统Dassault Systemes SIMULIA Simpack2020.1 Build 131 x64 蓝点投诉在线管理V10.1免费版
蓝点投诉在线管理V10.1免费版

















软件评论 请自觉遵守互联网相关政策法规,评论内容只代表网友观点,与本站立场无关!
网友评论